
언어

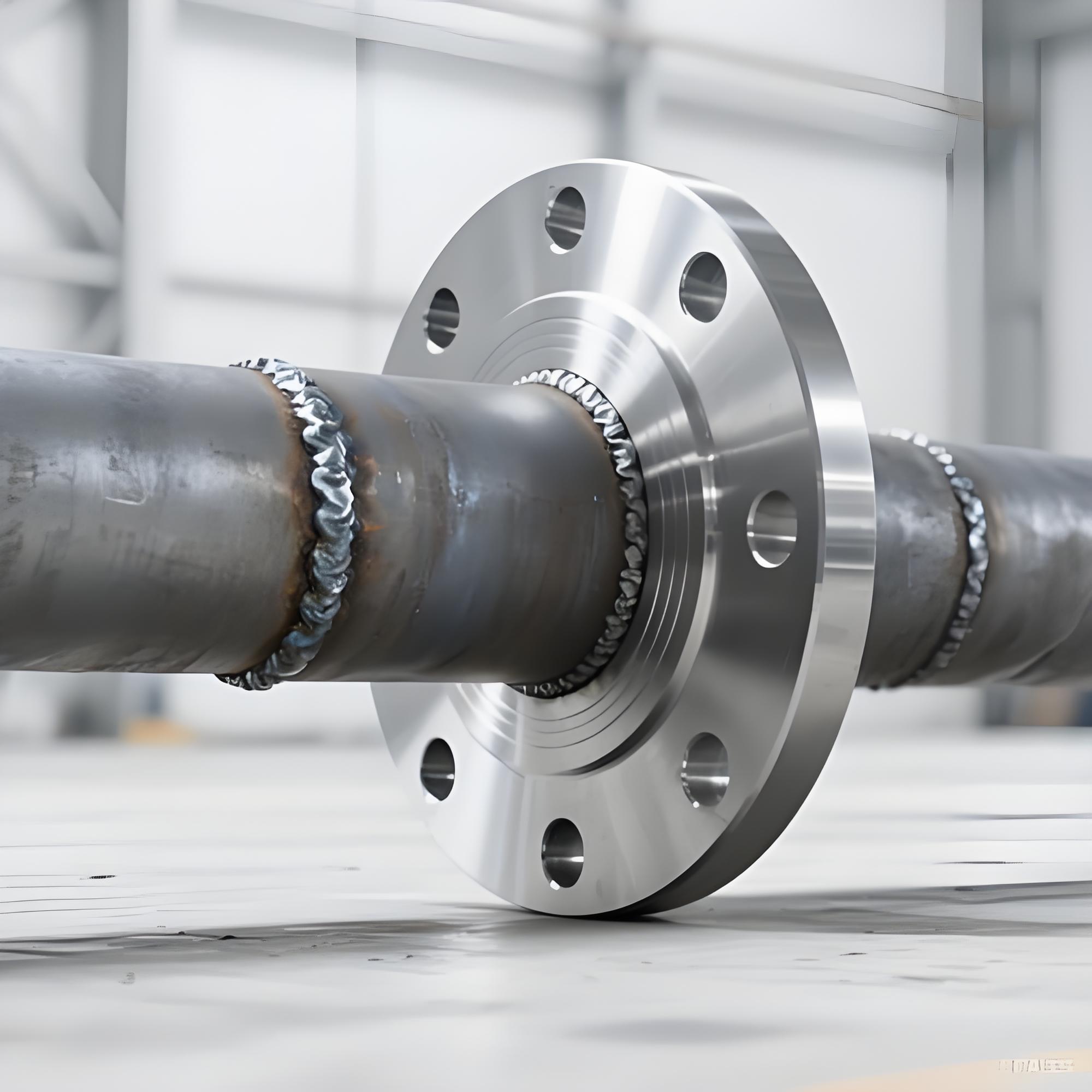
맞대기 용접은 두 공작물 끝을 서로 마주보게 놓고 끝 표면 전체에 걸쳐 동시에 가열하며, 고체 상태에서 두 공작물 사이에 원자 결합이 이루어져 하나의 조각으로 접합되도록 압력을 가하는 것이 실용적인 용접 방법입니다.
더욱 인상적인 이해를 돕기 위해 다양한 관점에서 비교한 내용이 제공됩니다.
| 비교항목 |
맞대기 용접 |
소켓 용접 |
| 연결 방법 |
끝부분은 같은 높이로 정렬되고 직접 용접됩니다. |
한쪽 끝을 다른 쪽 끝으로 삽입하고 바깥쪽을 필렛 용접합니다. |
| 파이프 크기 범위 |
일반적으로 DN50 이상에 사용됩니다. |
일반적으로 DN50 이하에 사용됩니다. |
| 용접 유형 |
맞대기 용접, 완전 용입 |
완전히 관통되지 않은 필렛 용접 |
| 내부 간격 |
단차 없음, 내벽이 매끄러움 |
매체가 축적되거나 부식을 일으킬 수 있는 틈이 존재합니다. |
| 검사방법 |
방사선 촬영(RT) 가능, 높은 신뢰성 |
방사선 촬영(RT)이 어렵습니다. 대부분 MT 또는 PT입니다. |
| 강도 능력 |
더 높은 압력, 온도 및 피로 하중을 견딜 수 있음 |
저압 및 정적 조건에 적합 |
| 비교항목 |
맞대기 용접 |
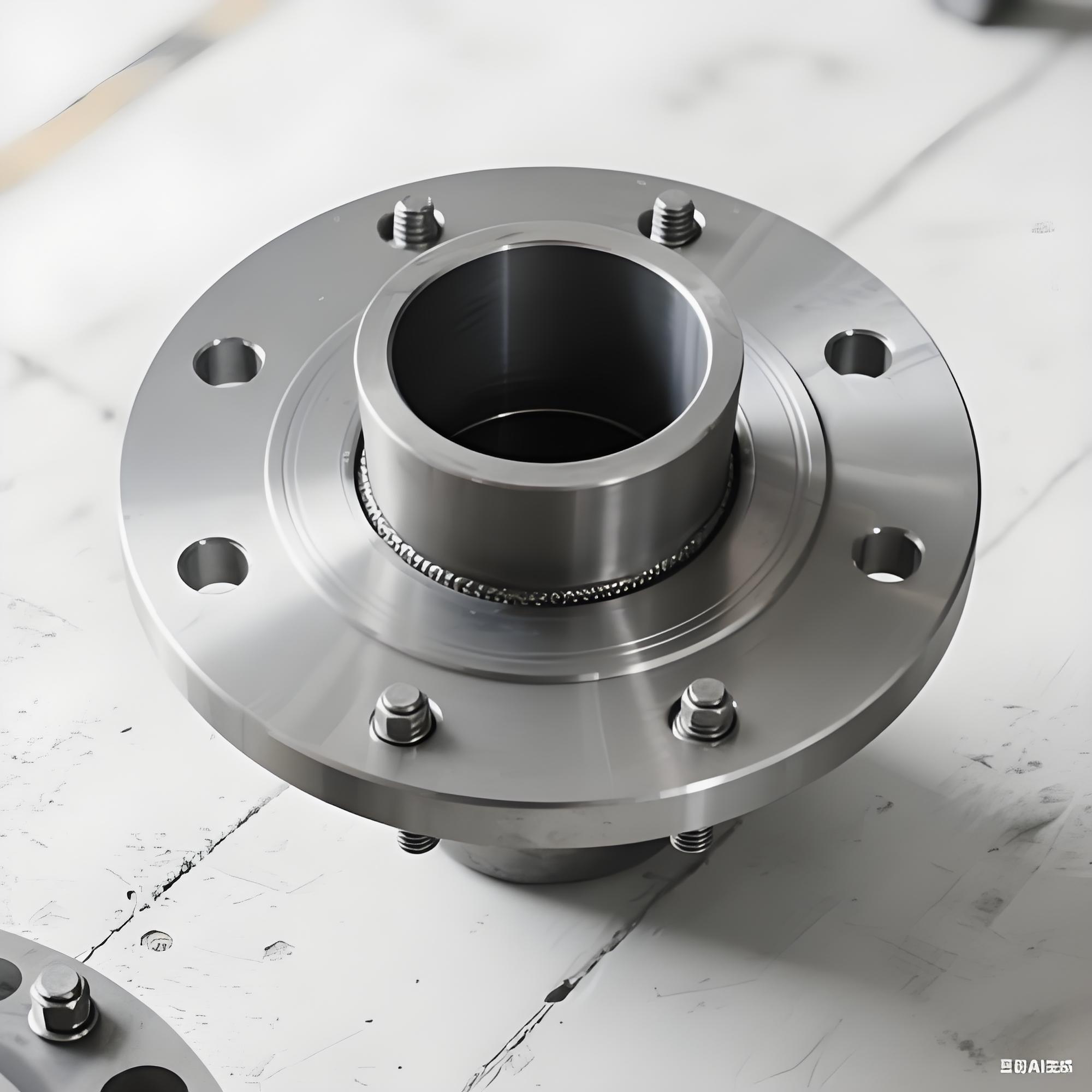
플랜지 연결 |
| 연결 특성 |
영구적, 제거 불가능 |
제거 가능하고 유지 관리 및 교체가 쉽습니다. |
| 밀봉점 |
개스킷 씰 없음; 용접 자체가 씰입니다 |
개스킷과 볼트에 의존합니다. 잠재적인 누출 지점이 존재함 |
| 서비스 조건 |
고온, 고압, 가혹한 온도 사이클링 |
기존 조건, 다양한 개스킷 등급으로 업그레이드 가능 |
| 설치 및 유지관리 |
숙련된 용접공이 필요합니다. 용접 후 수정이 어렵다 |
볼트 조임으로 빠른 조립; 검사에 편리하다 |
| 무게와 공간 |
컴팩트한 구조, 플랜지 없음, 공간 및 자재 절약 |
플랜지는 더 많은 공간을 차지하고 무게와 비용이 추가됩니다. |
| 일반적인 응용 분야 |
주요 증기 라인, 수소 서비스 라인, 고온 고압 밸브 연결 |
정기적인 분해가 필요한 장비 인터페이스, 밸브 또는 파이프 섹션 |

| 비교항목 |
맞대기 용접 |
스레드 연결 |
| 씰링 신뢰성 |
매우 높음, 누출 없음(용접이 양호한 경우) |
낮음, 실런트 또는 PTFE 테이프에 의존함. 진동으로 인해 느슨해질 수 있음 |
| 압력/온도 한계 |
초고압, 초고온용으로 사용 가능 |
중/저압 및 정상 또는 중간 온도로 제한됨 |
| 연결 강도 |
일체형으로 융합되어 모재에 가까운 강도 |
스레드 루트의 응력 집중 |
| 설치 난이도 |
용접 장비와 숙련된 용접공이 필요합니다. |
수공구만 필요합니다. 현장에서 신속하게 조립 가능 |
| 누출 위험 |
용접이 양호하면 누출이 거의 없음 |
온도 변화나 진동에 따라 점차적으로 누출이 발생할 수 있습니다. |
한 문장으로 말하자면, 맞대기 용접은 가장 강력하고 안정적이며 제거할 수 없는 연결 방법으로 대구경, 고온, 고압, 누출 없는 가혹한 서비스 조건에 적합합니다.











 드라이브")